How to Test a Hydraulic Cylinder Before Shipment?
Imagine you just installed a new cylinder on a critical piece of mining equipment, only for it to fail two hours into the shift. This isn’t just a minor leak; it’s an environmental hazard and a total production halt that costs your business thousands in lost revenue. The frustration of dealing with “dead on arrival” components is a burden no operations manager should face. By enforcing a strict 100% factory testing protocol, you can eliminate these risks and ensure your machinery remains reliable from day one.
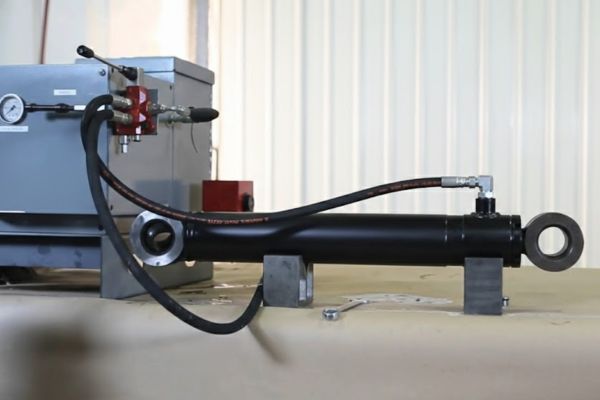
Why Is The Bench Test Setup Critical?
The bench test setup is critical because it provides a controlled environment to verify the mechanical integrity and sealing capability of the unit without risking your actual machinery. To test hydraulic cylinder assemblies safely, the test stand must be capable of reaching pressures higher than the cylinder’s rated working limit.
How Do We Secure The Cylinder?
Securing the cylinder properly prevents accidental movement or ejection during high-pressure cycles that could cause severe injury. Most professional stands use heavy-duty pins and adjustable mounting blocks to mimic the machine’s pivot points.
- Verification of pin alignment to prevent side-loading.
- Visual inspection of all port connections before fluid is introduced.
- Cleaning of the external barrel to make any new leaks immediately visible.
Many “leaks” are actually just residual oil from the assembly process, which is why a clean start is vital.
What Fluid Should Be Used For Testing?
Using a clean, filtered hydraulic oil that matches the intended operating fluid prevents early contamination of the internal seals. The fluid must be at a stable temperature to ensure that viscosity doesn’t affect the accuracy of the leak measurements.
- Use of 10-micron filtration to protect precision valve surfaces.
- Monitoring of fluid temperature to maintain consistent pressure readings.
- Ensuring the oil is compatible with the seal material (e.g., Nitrile vs. Viton).
Ensuring your test environment is as professional as your production line prevents errors and guarantees that only perfect components leave the shop.
How Do You Bleed Air Before You Test Hydraulic Cylinder?
Bleeding air is the first active step in the process because trapped air causes “spongy” movement and can lead to diesel-effect combustion under high pressure.When you test hydraulic cylinder units, air must be purged by cycling the rod multiple times through its full stroke at low pressure.Ready for the good part? Once the air is removed, the cylinder will react instantly and smoothly to valve inputs.
Why Is Trapped Air Dangerous?
Trapped air can compress and decompress rapidly, creating erratic mechanical behavior that can damage the internal piston nut or gland. In extreme cases, the heat generated by compressing an air bubble can scorch the seals, leading to immediate failure.
- Eliminating “jerky” rod movement for precise measurement.
- Preventing cavitation in the test bench pump.
- Protecting the integrity of the O-rings from thermal shock.
This is where it gets interesting… because you can often “hear” the air escaping as a hissing sound or see foam in the return line.
What Is The Full Cycle Method?
The full cycle method involves extending and retracting the rod at roughly 500 PSI to move all air pockets toward the ports. This process should be repeated until the motion is perfectly linear and silent.
- Extension to the mechanical stop to check for end-of-stroke clearance.
- Retraction until the rod is fully seated in the gland.
- Observing the pressure gauge for any “flutter” which indicates remaining air.
Properly purging the system ensures that subsequent high-pressure tests reflect the true strength of the metal and seals, not just the compressibility of air.
What Is The Correct Way To Test For Piston Bypass?
Testing for piston bypass involves pressurizing one side of the cylinder while the opposite port is open to see if oil “leaks” past the internal piston seals.To test hydraulic cylinder efficiency, you must extend the rod fully and maintain pressure while monitoring the open port for any drainage.Here’s the deal: even a single drop per minute can indicate a seal that will fail under load in the field.
How Do We Perform The “Open Port” Test?
The open port test is the industry standard for verifying that the internal piston seals are making a perfect 360-degree contact with the honed barrel. If oil emerges from the open side, the seal is either damaged or the barrel is out-of-round.
- Pressure applied to the cap end to check for extension bypass.
- Pressure applied to the rod end to check for retraction bypass.
- Collecting leakage in a graduated cylinder for exact measurement.
You might be wondering if a tiny bit of oil is okay, but for a new cylinder, the answer is usually zero.
Why Use High-Pressure Hold Times?
Holding the pressure for at least five minutes allows the seals to “set” and reveals slow leaks that wouldn’t be visible during a quick cycle. Many seals fail only after they have reached a certain operating temperature or after the metal has slightly expanded under stress.
- Validation of seal material under 100% rated load.
- Checking for bypass caused by internal scratches in the barrel.
- Ensuring the piston nut is not leaking through its internal threads.
Successful bypass testing guarantees that the cylinder will hold its position and provide full power when installed on your equipment.
| Test Phase | Pressure Level | Acceptable Leakage |
| Cap End Test | 3,000 PSI (Rated) | 0 drops per minute |
| Rod End Test | 3,000 PSI (Rated) | 0 drops per minute |
| Duration | 5 Minutes | No pressure drop on gauge |
Eliminating internal bypass ensures your hydraulic system remains efficient and your loads stay secure.
How to Verify External Seal Integrity?
Verifying external seal integrity requires a visual inspection of the rod gland and all welded joints while the unit is under maximum static pressure. When you test hydraulic cylinder units, any “weeping” at the rod or oil beads on the weld seams indicates a structural or assembly defect.But wait, there’s more… external leaks are the leading cause of environmental fines and safety hazards in industrial settings.

Where Are The Most Common Leak Points?
The rod gland is the most common site for external leaks because it houses the dynamic seals that move every time the cylinder cycles. Additionally, the ports where the hose fittings attach must be checked for thread damage or improper seating.
- Inspection of the rod wiper for oil accumulation.
- Checking the static O-ring between the gland and the barrel.
- Examining the “heat-affected zone” around the port welds.
What’s the catch? Sometimes a weld leak is so small it only appears as a damp spot after the pressure has been held for several minutes.
How Do We Use “Leak Detection” Spray?
For high-precision applications, a developer spray or clean cloth can be used to highlight even the most microscopic oil traces. This ensures that the cylinder is bone-dry before it is painted and shipped to the customer.
- Applying spray to the rod to check for “trailing” oil.
- Wiping the barrel clean and checking for new spots every 60 seconds.
- Ensuring no oil is trapped behind the rod wiper seal.
A bone-dry external surface is the hallmark of a high-quality build that will stand up to the rigors of your job site.
| Inspection Area | Method | Pass Criteria |
| Rod Gland | Visual + Touch | Zero oil on rod |
| Port Welds | Developer Spray | No damp spots |
| Static O-Rings | Pressure Hold | No “sweating” at joints |
External integrity is vital for maintaining a clean work environment and protecting your equipment from fluid loss.
What Is The Static Load Holding Test?
A static load holding test measures the cylinder’s ability to maintain its position over time without any hydraulic power being applied.To test hydraulic cylinder load holding, the ports are blocked with high-pressure valves, and the rod position is measured precisely before and after a set duration.This is where it gets interesting… if the rod drifts even a fraction of an inch, it could mean a dangerous failure in a lifting application.
How Do You Measure “Drift”?
Drift is measured using a dial indicator or a laser measurement tool to track the rod’s movement to within a thousandth of an inch. Any movement indicates that oil is migrating from one side of the piston to the other or leaking out of the system.
- Initial measurement at T=0 with ports locked.
- Final measurement at T=30 minutes.
- Comparison against the allowable drift specification for that model.
Believe it or not, some applications allow for a tiny amount of drift, but for safety-critical lifting, it should be zero.
Why Block The Ports Directly?
Blocking the ports directly with steel plugs or high-quality ball valves isolates the cylinder from the rest of the test bench. This ensures that the test results reflect the cylinder’s performance alone, not a leak in the test stand’s hoses or valves.
- Eliminating variables from the test bench circuitry.
- Verifying the integrity of the port threads under static load.
- Ensuring the cylinder is a “closed system” during the validation.
Measuring drift provides the final proof that your cylinder is safe for overhead lifting or precision positioning tasks.
| Measurement | Time Interval | Tolerance |
| Baseline | 0 Minutes | N/A |
| Checkpoint | 15 Minutes | < 0.005 Inches |
| Final Result | 30 Minutes | < 0.010 Inches (Typical) |
Position stability is a critical performance metric for any cylinder used in construction or material handling.
How Do High-Pressure Spikes Reveal Weaknesses?
High-pressure spikes are used to simulate the “shock” loads that cylinders face when a machine hits an obstruction or a load is dropped suddenly.When you test hydraulic cylinder durability, you briefly increase the pressure to 125% or 150% of the rated limit to ensure the metal doesn’t deform.You see, a cylinder that works fine at 3,000 PSI might burst if a sudden spike hits 4,000 PSI.
Does Pressure Affect Tube Expansion?
Under extreme pressure, the cylinder tube can actually expand slightly, which can cause the piston seals to lose contact and bypass. “Proof testing” at elevated pressures ensures that the barrel’s wall thickness is sufficient to maintain its shape.
- Monitoring for permanent deformation of the barrel.
- Checking the rod for “bowing” or buckling under extreme load.
- Testing the strength of the end-cap retaining rings or threads.
What’s the good news? If it survives the proof test, you can be confident it won’t fail during an accidental overload in the field.
What About Port Strength?
The ports are often the weakest point of the cylinder because the welding process can thin the base metal. Spike testing ensures that these connections remain intact even when the rest of the system is stressed.
- Ensuring port welds don’t “crinkle” or crack under shock.
- Checking the seat of the O-ring Boss (ORB) or NPT threads.
- Verifying that the port doesn’t distort, making hose attachment difficult.
Exposing the unit to higher-than-normal stresses in the shop prevents catastrophic failure on the job site.
| Load Level | Pressure | Purpose |
| Working | 3,000 PSI | Standard Operation Check |
| Proof | 4,500 PSI | Safety Factor Validation |
| Burst (Design) | 12,000 PSI | Theoretical Limit |
Subjecting the component to a “safety margin” test is the best way to protect your operators and equipment.
How Do You Test For Rod Buckling?
Testing for rod buckling involves extending the cylinder fully and applying a compressive load to ensure the rod remains straight under its maximum rating.To test hydraulic cylinder rod strength, manufacturers often use a “load frame” that applies force directly to the rod end while the barrel is fixed.But here’s the kicker… a bent rod will instantly destroy the gland seals and ruin the cylinder.
Why Does Rod Diameter Matter?
The diameter of the rod determines its “Slenderness Ratio,” which dictates how much force it can handle before it snaps or bows. Longer stroke cylinders are much more susceptible to buckling than short ones, even if they have the same bore.
- Calculating the Euler buckling limit for long-stroke units.
- Ensuring the rod material (e.g., CK45 or 4140) meets the required yield strength.
- Visual verification of rod straightness after a full-load compression.
You might be wondering how a rod could bend if it’s made of solid steel, but the forces involved are often tens of thousands of pounds.

How Do We Inspect For Micro-Bends?
After the compression test, the rod should be rotated 360 degrees against a dial indicator to ensure it hasn’t taken a “permanent set.” Even a bend of a few thousandths of an inch can cause the cylinder to bind or leak oil.
- Rotating the rod in the retracted position to check for drag.
- Measuring “run-out” at the midpoint of the rod.
- Ensuring the rod slides smoothly through the gland without sticking.
Verifying rod straightness is the only way to ensure the cylinder won’t bind or fail when pushing a heavy load.
| Rod Length | Load Applied | Allowable Deflection |
| < 24 Inches | Full Rated | 0.002 Inches |
| 24 – 48 Inches | Full Rated | 0.005 Inches |
| > 48 Inches | Full Rated | 0.010 Inches |
Rod integrity is essential for long-stroke applications where structural stability is the primary concern.
How Do You Document The Test Results?
Documenting the results is as important as the test itself because it provides a “birth certificate” for the component and proves it met all specifications.To test hydraulic cylinder units professionally, a serial-numbered test report should be generated for every unit.Think about this: if a cylinder fails in five years, having the original test data can help identify if it was a manufacturing defect or an operational error.
What Data Points Are Required?
A comprehensive test report should include the maximum pressure achieved, the measured drift, and the specific technician who performed the validation. This creates accountability and ensures that no steps were skipped.
- Record of the final “Proof” pressure held.
- Measured bypass rate (hopefully zero).
- Visual confirmation of paint and finish quality.
What’s the real story? Many industrial clients will not even accept a cylinder if it doesn’t come with its signed test certificate.
Why Is Traceability Important?
Traceability allows the manufacturer to link the cylinder back to the specific batch of steel and the specific seal kit used during assembly. This is vital for managing product recalls or identifying systemic quality issues.
- Linking the serial number to the raw material heat numbers.
- Recording the date and time of the final validation.
- Storing the data in a permanent quality database.
Providing documented proof of quality is the final step in building trust with your customers and ensuring long-term reliability.
| Field | Example Value | Importance |
| Serial # | TH-2026-001 | Individual Traceability |
| Max Pressure | 4,500 PSI | Proof of Safety Margin |
| Tech ID | JB-04 | Personal Accountability |
A professional test report is your guarantee that the component is ready for the most demanding industrial service.
Conclusion
We have covered everything from the initial bench setup to the final documentation, ensuring that every “hidden” failure point is addressed before the product reaches your door. This commitment to testing is what separates a reliable industrial partner from a simple component vendor. Our goal is to provide you with the peace of mind that every stroke of your machinery is backed by a rigorous validation process.
If you are ready to upgrade your equipment with cylinders that are guaranteed to perform, contact us today. We stand behind every unit we build, ensuring your operations remain smooth, safe, and productive for years to come.
FAQ
Q1: Can I test a cylinder with water instead of oil?
No, you should never use water as it will cause immediate internal rust and damage the seals.Standard hydraulic oil is the only safe fluid for testing.
Q2: How do I know if my cylinder is bypassing internally without a test stand?
If your machine is losing power or the cylinder is “creeping” under load, it is likely bypassing.You can check this by removing the return hose and seeing if oil flows out while the cylinder is held at full pressure.
Q3: What’s the best way to detect a hairline crack in a weld?
Use a dye-penetrant test or a developer spray while the cylinder is under 125% of its rated pressure.The oil will seep through the crack and highlight the defect.
Q4: How often should I re-test my cylinders once they are in service?
For critical equipment, a visual inspection for leaks should be done daily.A full performance and drift test is recommended every 1,000 hours or during an annual maintenance shutdown.
Q5: Is a pressure drop on the gauge always a sign of a leak?
Not always. A small drop can be caused by the oil cooling down or the hoses expanding slightly under pressure.However, a continuous drop always indicates a leak or internal bypass.